
Ninetheme
Aerones launches the Autonomous drone inspection service for wind turbine blades
Aerones, a pioneer in robotic wind turbine inspection and maintenance services, advances its drone visual…

Ninetheme
Aerones named Golden winner of the German-Baltic Business Award
We are thrilled to announce that Aerones has been selected as the Golden winner in…
Webinars
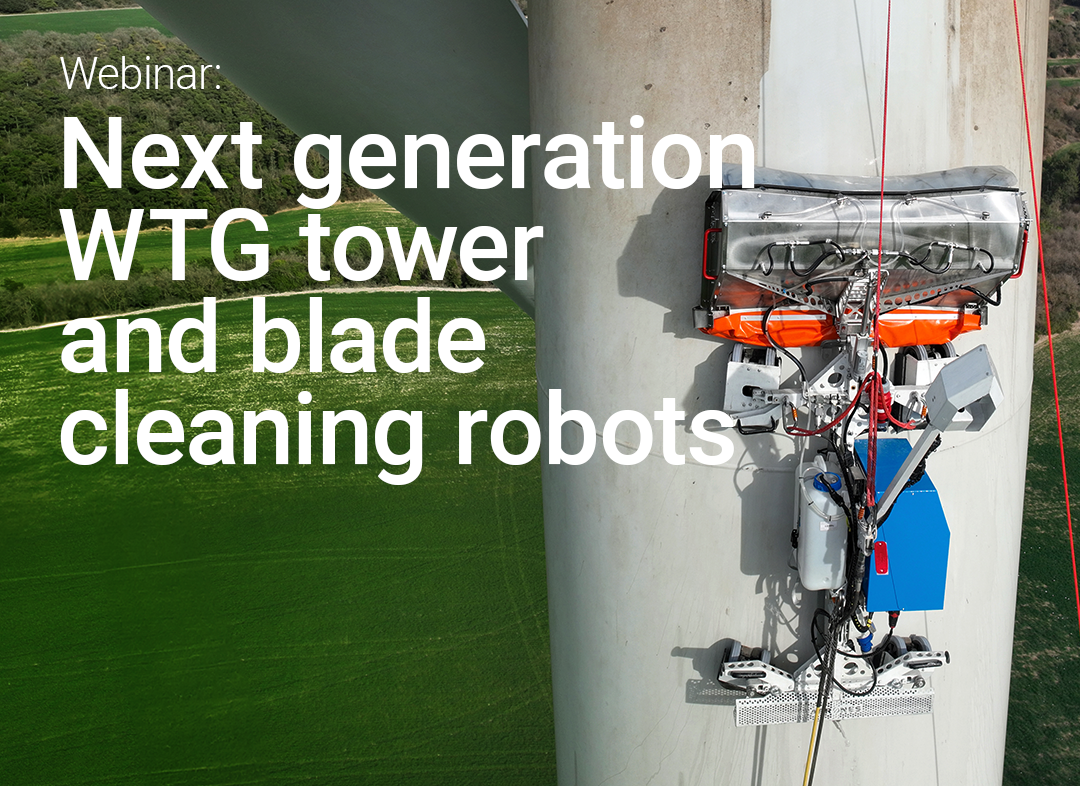
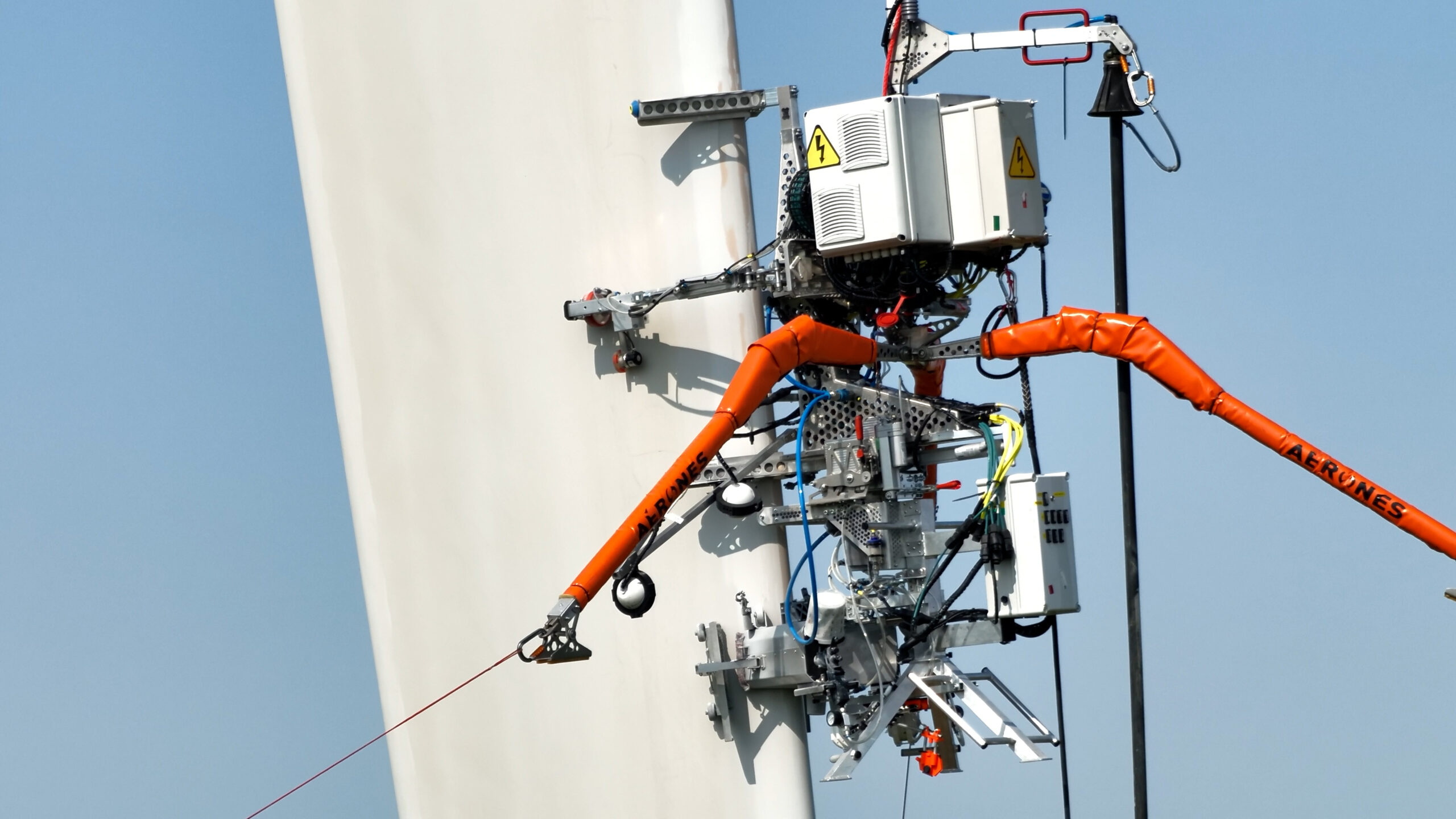
Webinar: Next generation WTG tower and blade cleaning
Watch our free Zoom webinar to learn about our latest developments in robotic tower and…

Webinars
Webinar: A los rayos no les importan tus activos. ¿Y a ti?
Alrededor del 20% de las turbinas que hemos inspeccionado tienen problemas con los sistemas de…

Webinars
🇫🇷 Webinar: Inspections internes : Augmentez la sécurité de vos pales
Après avoir inspecté des milliers d'éoliennes, nos données montrent que presque toutes les pales présentent…

Webinars
🇩🇪 Webinar | Interne Blattinspektionen für Zuverlässigkeit und Langlebigkeit der Windkraftanlagen
Nach der Inspektion Tausender Windkraftanlagen zeigen unsere Daten, dass fast alle Rotorblätter Schäden und Anomalien…

Ninetheme
Meet us at ACP Operations, Maintenance and Safety Conference, Feb 21-23
Aerones USA team is gearing up to showcase our game-changing solutions at ACP's Operations, Maintenance…

Ninetheme
Meet us at Blades USA, Feb 19-21, Austin, Texas
Aerones USA team is gearing up to showcase our game-changing solutions at both Blades USA…
Ninetheme
Aerones receives €4,416,000 grant from EU’s Innovation Fund
Aerones has secured the Innovation Fund support provided for highly innovative, market-ready, scalable and ambitious infrastructure…

Ninetheme
Aerones teams up with Krakul to develop open circuit detection solution for wind turbines
Aerones, the robotic wind turbine care service provider, is partnering with Krakul, an Estonian developer…

Ninetheme
See what hurts your blades before it hurts your business
As wind turbines grow exponentially in size, so do the challenges associated with maintaining them.…

Ninetheme
Blades Europe 2023
Aerones is participating in the Blades Europe conference taking place in Amsterdam, The Netherlands from…

Ninetheme
Webinar | See what hurts your blades before it hurts your bussiness
After inspecting thousands of wind turbines, our data shows that almost all blades have damages…
Webinars
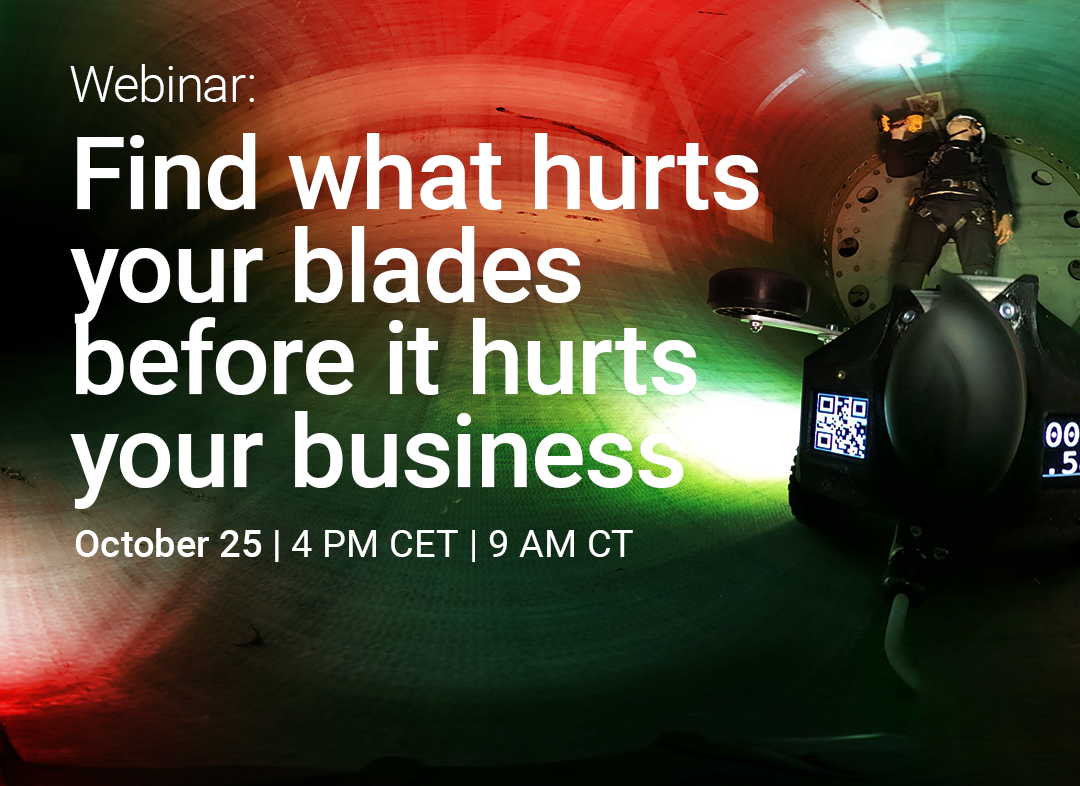
Upcoming webinar | October 25
There's a saying: "don't judge the book by its cover". The same applies to wind…

Webinars
Upcoming webinar | September 6
⚡ Lightning is one of the most underrated threats to your wind assets. It can…

Events, Team
Meet us at Husum Wind in Germany this September
Aerones is participating in Germany's leading wind energy event Husum Wind 2023. Visit us in…

Webinars
Upcoming webinar | August 2
Mark your calendars! On August 2, join our Zoom webinar to learn how #Aerones revolutionizes…
Services
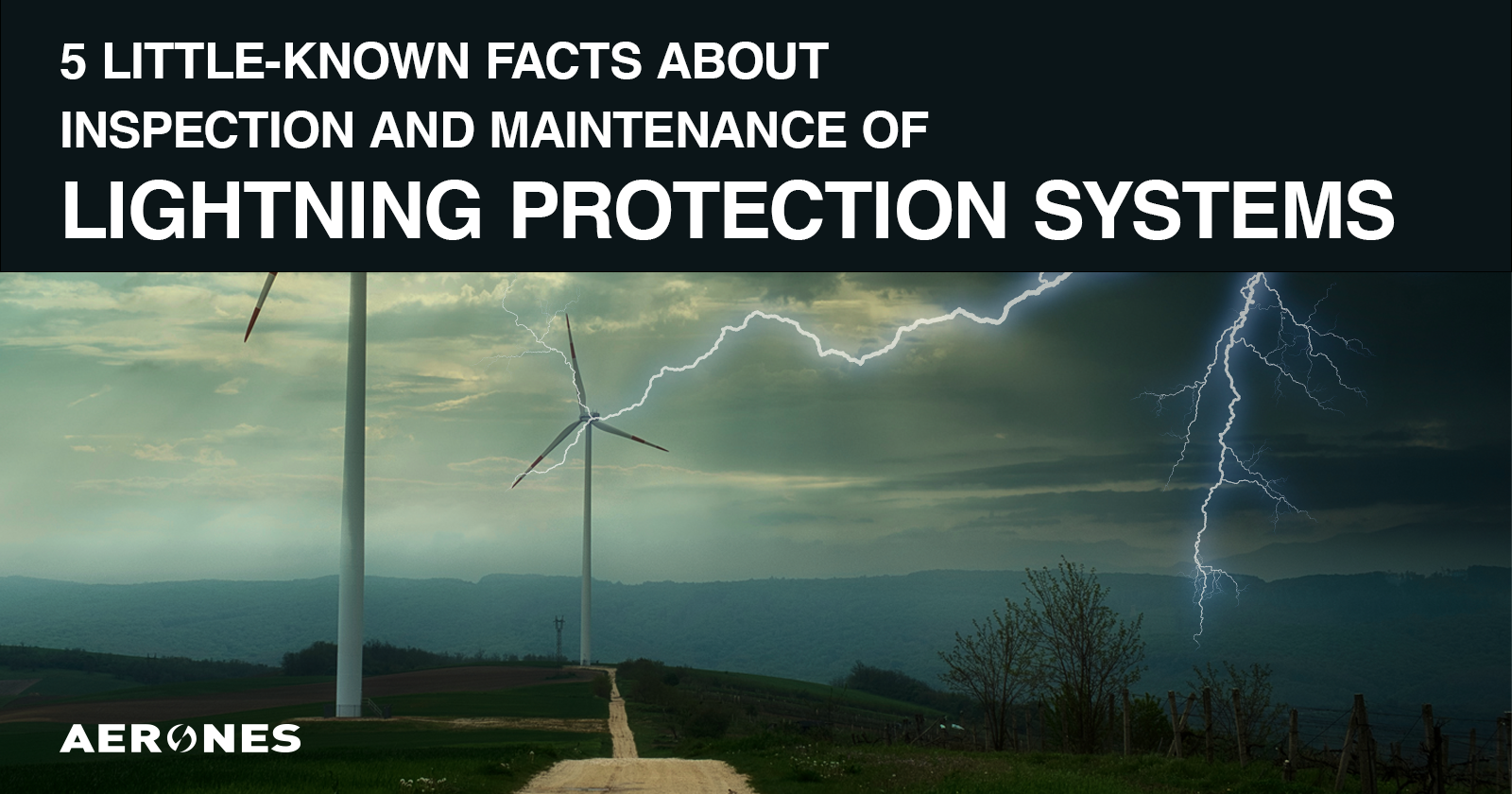
Unveiling the Mystery: 5 Little-Known Facts about Inspection and Maintenance of Lightning Protection Systems
1. 20% of turbines have a non-working Lighting Protection System Regular wind turbine maintenance is…

Team
Aerones raises $30M to scale its robot-enabled services and drive efficiencies in the $30B wind turbine maintenance market
The funding round was co-led by new investors Lightrock and Haniel, with participation from Blume…

Services
Fastest Leading Edge Cleaning and Ice-Phobic Coating
The new modular robotic tool base we launched this year has enabled us to apply…
Events
Aerones At Hamburg WindEnergy 2022
Great chance for wind energy professionals to meet our team and see our newest service…

Services
How Robots Are Revolutionizing Wind Turbine Leading Edge Repair
In response to the growing market demand, Aerones is proud to present the new, unique…

Ninetheme
Webinar: Blade Internal Inspections
Internal wind turbine blade inspections can tell you much more about the health of the…

Ninetheme
Webinar: Revolution in WTG Blade Repair
As wind farms age, leading edge erosion on blades reduces power output and efficiency. Blades…

Ninetheme
Webinar: Leading Edge Ice-phobic Coating Application
Robotized Ice-phobic Coating Application Protect your wind turbines from freezing temperatures. It is known that…

Ninetheme
Webinar: Full Lightning Protection With Robots
We are excited to announce a series of webinars over the next 4 weeks that…

Ninetheme, Webinars
Webinar: Wind Turbine Cleaning Robotics
Join our free Zoom webinar on June 1st to uncover the amazing new technique for…

Ninetheme
Aerones raises $9 million in seed funding
Aerones is excited to share an important milestone in its history. We have raised $9…
Uncategorized
Aerones Business Development Team Growing
Aerones is en route to rapid growth in 2022 and we're happy to announce…

Uncategorized
Choose ISO Certified Robotic Wind Turbine Blade Maintenance Systems
“Recognition from SET100 is very important for our company - with every step developing our…